Guide: TIG-svejsning
Historie
Svejsemetoden blev udviklet i begyndelsen af 1940'erne i USA til svært svejselige metaller som magnesium og aluminium og var primært drevet af flyindustrien.
Oprindeligt brugte man helium som beskyttelsesgas, men det blev erstattet af argon, som er en billigere og i nogle henseender bedre beskyttelsesgas. De første elektroder var lavet af grafit eller wolfram, men de har udviklet sig over tid og fået bedre egenskaber takket være udviklingen af legerede wolframmaterialer. Skrabestart var oprindeligt den generelle metode til at tænde lysbuen, men på grund af risikoen for forurening af svejsemetallet blev HF-tænding udviklet.
I dag er TIG-svejsning en fuldt accepteret svejsemetode og er meget udbredt, især i USA. På grund af sine mange positive egenskaber vil TIG fortsat være en vigtig svejsemetode i fremtiden. TIG-svejsning var tidligere kendt som argonsvejsning, men da argon i dag bruges til en række svejsemetoder, er argonsvejsning ikke længere en entydig betegnelse for én svejsemetode.
Oprindeligt blev TIG kun brugt til manuel svejsning, men med tiden har metoden udviklet sig mod mekaniserede og automatiserede løsninger. Den bruges i dag blandt andet i robotter, rørsvejseværktøjer, rørsvejsemaskiner og langsgående svejsemaskiner.

TIG-svejsning
Generelt om TIG-svejsning
Princippet i TIG-svejsning
Ved TIG-svejsning dannes der en lysbue mellem en ikke-smeltende elektrode og arbejdsemnet. Elektroden, lysbuen, smeltebadet og eventuelt tilsatsmateriale beskyttes mod luftens påvirkning af en kemisk inaktiv beskyttelsesgas, som regel argon. Det mest almindelige er at bruge jævnstrøm med elektroden forbundet til den negative pol, men til letmetaller bruges der normalt vekselstrøm, da den har en oxidbrydende evne. Ved jævnstrømssvejsning udvikles ca. 70 procent af varmen ved den positive pol. Derfor forbindes elektroden normalt til den negative pol og emnet til den positive pol. Ved vekselstrømssvejsning er varmen ligeligt fordelt mellem polerne, dvs. 50/50.
Svejsning kan udføres ved blot at smelte grundmaterialet, men det er mere almindeligt at bruge tilsatsmateriale, som ofte tilfører legeringselementer til svejsemetallet og giver stærkere svejsninger. Den ikke-strømførende tråd føres separat ind fra siden, og i modsætning til MIG-svejsning kan andelen af varme og tilsatsmateriale kontrolleres separat.
Det er vigtigt at holde enden af tråden beskyttet mod luften, så den ikke oxiderer. Det er bedst at føre tråden helt frem til kanten af svejsebadet. Når svejsningen er færdig, skal den oxiderede ende skæres af inden næste start, så der ikke kommer unødvendige urenheder i svejsebadet.
For at starte svejsningen skal lysbuen tændes, hvilket normalt gøres med en HF-generator, der er indbygget i strømkilden. Ved DC-svejsning registrerer maskinen, når lysbuen er tændt, og slukker for HF-generatoren. Ved vekselstrømssvejsning slukkes lysbuen, hver gang strømmen har en nulgennemgang, så HF-generatoren skal være tændt hele tiden. HF-tænding har den ulempe, at den kan forstyrre radiokommunikation og elektronisk udstyr, f.eks. computere, hvis de ikke er tilstrækkeligt beskyttet.
En anden måde at starte på er at skrabe elektroden mod emnet og løfte den, så tomgangsspændingen tænder lysbuen. Dette bruges på strømkilder uden HF. Skrabestart har den ulempe, at wolfram kan overføres til arbejdsemnet.
En tredje metode kaldes Lift-Arc. Her placeres elektroden mod emnet, og der løber en meget lav, uskadelig strøm. Når elektroden derefter løftes, tændes lysbuen. Lift-Arc har ingen direkte ulemper.
Når svejsningen er startet, øges strømmen gradvist op til den indstillede værdi over en justerbar tid. Dette kaldes Slope-Up og bruges til at give svejseren mulighed for at komme i position med sin svejsepistol. Det forhindrer også, at elektroden udsættes for stød, og at wolfram sprøjter ud på arbejdsemnet. Slope-Up forlænger også elektrodens levetid. Når optrapningen er færdig, er der dannet et smeltebad, og svejsningen kan begynde. Svejsning kan udføres med eller uden justering af strømmen, og det kan også være nødvendigt at ændre strømmen under processen.
I slutningen af svejseprocessen sænkes strømmen gradvist ned til nul. Dette gøres for at undgå, at der dannes et krater til sidst. Når lysbuen er slukket, skal beskyttelsesgassen fortsætte i et stykke tid, afhængigt af strømmen og elektrodens diameter, for at beskytte smeltebadet og elektroden mod oxidering.
Hvorfor bruge TIG-metoden?
Sammenlignet med andre metoder er den høje svejsekvalitet et særligt kendetegn ved TIG. TIG bruges hovedsageligt til svejsning af rustfrit og andet højlegeret stål samt ikke-jernholdige metaller, men metoden kan faktisk bruges til at svejse alle materialer undtagen zink.
Med såkaldt fugeforberedelse kan TIG bruges på alle materialetykkelser, men metoden har sit største anvendelsesområde i tyndere materialer. Den gode kontrol over varmetilførslen til emnet betyder, at selv små detaljer kan svejses.
Metoden giver et meget rent svejsemetal, hvor svejsningerne bliver meget jævne og fint afrundede. Det gør TIG særligt anvendelig, hvor det visuelle udseende er vigtigt, og hvor der stilles høje krav til overfladeruhed.
Sammenlignet med MIG/MAG er TIG-svejsning en langsom metode, især på grovere materialer. I kombination med andre metoder kan man dog opnå en højere svejsehastighed og samtidig bevare kvaliteten.
Anvendelsesområder og applikationer
TIG som svejsemetode bruges hovedsageligt, hvor der stilles høje krav til svejsningens kvalitet, f.eks. i atom-, fødevare-, rumfarts- og offshoreindustrien.
Typiske anvendelsesområder for TIG-svejsning omfatter sammenføjning af rør og svejsning af rør i rørplader.
Karakteristik af TIG-svejsning
- Høj svejsekvalitet
- Mest velegnet til tyndvæggede materialer
- Alsidig metode, der er velegnet til mange forskellige materialer
- Jævn og glat svejsning
- Ingen sprøjt
- Gode tolerancer
- Kan i visse tilfælde udføres uden tilsatsmateriale
- Ingen svejserøg
- Kan bruges i alle svejsepositioner

Dele og udstyr til TIG-svejsning
Strømkilden
Der findes forskellige strømkilder til TIG-svejsning. Den enkleste løsning til manuel svejsning er en MMA-strømkilde, der bruges med scratch-start. Den har en konstant strøm, som er egnet til TIG-svejsning. Strømmen skal være konstant og må ikke ændre sig, når lysbuespændingen ændres.
Der findes også kombinerede strømkilder, som kan håndtere både DC- og AC-svejsning.
MIG/MAG-strømkilder har konstant spænding og kan derfor ikke bruges til TIG-svejsning.
TIG-brænder
TIG-brænderen består af et brænderhoved, hvortil der er tilsluttet et kabel til svejsestrømmen og en slange til tilførsel af beskyttelsesgas. Afhængigt af den anvendte strøm afkøles elektrodeholderen med luft eller vand. Hvis der bruges vand, er der ekstra slanger til dette. Af naturlige årsager er vandkøling noget mere besværlig end luftkøling, men fordelene er ofte større, og vandkøling er derfor almindelig ved højere strømstyrker. Luftkølede brændere kan tåle ca. 50-150 A, mens vandkølede brændere kan tåle 250-600 A.
Elektroden er fastgjort i en spændetang af kobber, som overfører strømmen til elektroden. Spændetangen er fastspændt i en gaslinse eller elektrodedyse. Omkring denne sidder en gashætte, som leder gasstrømmen frem til svejsningen. For at indsætte eller skifte elektrode er der et bagdæksel, som er forseglet med en O-ring for at forhindre luft i at trænge ind. Der sidder også en tætningsring mellem gashætten og elektrodeholderen.
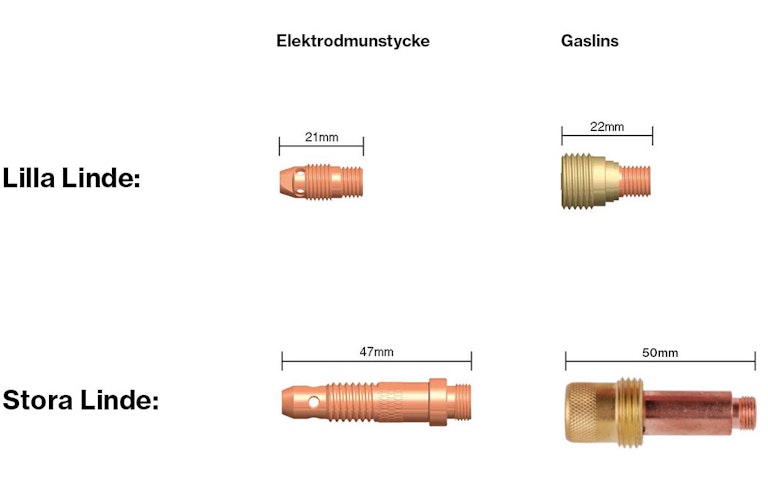
90 % af det svenske marked for TIG-brændere består af to typer: Small Linde og Large Linde. Den nemmeste måde at identificere, hvilket Linde-system du har, er at kontrollere længden på elektrodedysen eller gaslinsen.
Lille Linde:
Elektrodedyse: 21 mm
Gaslinse: 22 mm
Stor Linde:
Elektrodedyse: 47 mm
Gaslinse: 50 mm
Lille Linde-system
Det lille Linde-system består af model 9 og 20 samt deres ækvivalenter fra andre fabrikater.
Model 9:
Luftkølet brænder på 125 A DC, velegnet til elektroder fra 0,5 mm op til 1,6 mm. Model 9 fås også med gasventil til brug sammen med maskiner uden HF, hvor elektroden skrabes mod emnet. Brænderen kaldes da 9V.
Model 20:
Væskekølet brænder på 250 A DC, velegnet til elektroder fra 0,5 mm op til 3,2 mm. Model 20 svarer i størrelse til model 9.
Stor Linde-system
Det store Linde-system består af modellerne 17, 18 og 26 samt deres ækvivalenter fra andre mærker.
Model 17:
Luftkølet brænder på 150 A DC, velegnet til elektroder fra 0,5 mm op til 2,4 mm. Model 17 er den mest almindelige brænder på markedet. Model 17 fås også med gasventil til maskiner uden HF og kaldes da 17V.
Model 26:
Luftkølet brænder på 250 A DC, egnet til elektroder fra 0,5 mm op til 4,0 mm. Model 26 fås også med gasventil til maskiner uden HF og kaldes da 26V.
Model 18:
Væskekølet brænder på 350 A DC, egnet til elektroder fra 0,5 mm op til 4,0 mm. Model 18 svarer i størrelse til model 26.
Dele og udstyr til TIG-svejsning
Gashætte
Gashætter fås i mange forskellige størrelser og udformninger. Som regel vælger man en gashætte, hvor den indvendige diameter er ca. 4 gange elektrodens diameter. Jo mindre diameter gashætten har, jo hurtigere strømmer gassen ud. Det kan være en fordel i rum med høj lufthastighed, men da gasstrålen er smallere, dækker den ikke et lige så stort område. Det kan være en ulempe ved f.eks. varmsvejsning. En større gashætte dækker et større område, men kræver et højere gasflow.
Elektrode
Elektroden, der bruges til TIG-svejsning, er lavet af wolfram, så den ikke smelter ved de temperaturer, der opstår i processen. Wolframelektroder har et smeltepunkt på 3410 °C og har god elektrisk og termisk ledningsevne. Elektroder til TIG-svejsning fås i flere forskellige typer og dimensioner og vælges ud fra den strøm, der anvendes. Som regel bør man bruge den mindst mulige elektrode for at opnå en koncentreret lysbue, mindre smeltning og dybere indtrængning. Hvis man vælger en for grov elektrode til den anvendte strøm, kan det resultere i en ustabil lysbue.
Strømforbrug pr. mm materialetykkelse:
- Kobber (Cu): 75-80 A
- Aluminium (Al): 40-50 A
- Rustfrit stål: 30-40 A
- Stål/lavtlegeret stål: 30-40 A
Beskyttelsesgas
Under svejsningen skal elektroden, smeltebadet og det omgivende varme metal beskyttes mod luft. Hvis der kommer luft ind, dannes der oxider og nitrider, som giver en dårlig svejsning. Elektroden bliver også ødelagt, hvis den ikke er beskyttet af en beskyttelsesgas. Beskyttelsesgassens rolle er derfor at fortrænge luften og samtidig være kemisk inaktiv. Disse gasser kaldes inerte gasser eller ædelgasser. Der bruges to ædelgasser ved TIG-svejsning: argon (Ar) og helium (He).
Valget af beskyttelsesgas afhænger af mange faktorer, f.eks. materialetype, materialetykkelse, svejseposition, energibehov, svejseomkostninger og arbejdsmiljø. Gassen skal også fungere som strøm- og varmeleder og skal derfor have passende egenskaber. Gassen har desuden en kølende effekt på elektroden og smeltebadet.
Beskyttelsesgassens effektivitet påvirkes af mange faktorer. En passende strømningshastighed skal fastlægges fra sag til sag. Målet er naturligvis at bruge en strømningshastighed, der er så lav som muligt, men som stadig giver tilstrækkelig beskyttelse. En startværdi er ca. 8-10 liter/minut ved normal svejsning. Ved varm svejsning skal flowet øges, og ved kold svejsning kan det reduceres.
Gaslinse
Lang elektrodeudstikning og store gashætter kræver en højere strømningshastighed. Hvis omstændighederne tillader det, bør man bruge en gaslinse. Gaslinsen styrer flowet effektivt og betyder, at:
- Gasflowet kan reduceres med ca. 50 %
- Elektrodeudstikket kan øges med 15-20 mm, hvilket gør det lettere at følge svejseprocessen og komme til på trange steder
- Risikoen for svejsefejl på grund af luftindtrængning reduceres
Tjekliste til god beskyttelsesgas:
- Korrekt flow
- Gaslækage
- Indtrængning af luft i gasslanger
- Korrekt hældning på brænderen
- Absorption af fugt i slangerne under stilstand
- Tilstrækkeligt tryk i gasflasken
- For lang elektrodeudstikning
- Brug af gaslinse
- Vandlækage i brænderen
- Træk i rummet

Svejseparametre
For at opnå et tilfredsstillende udseende og optimal kvalitet af svejsningen er der en række svejseparametre, der skal justeres. Nedenfor er en liste over disse parametre og deres effekt på svejsningen.
Højere pulsstrøm:
- Øget indtrængning
- Øget risiko for underskæring kl. 6
- Reduceret risiko for manglende sammensmeltning
Lavere pulsstrøm:
- Reduceret indtrængning
- Øget risiko for manglende sammensmeltning
Længere pulstid:
- Øget indtrængning
- Øget risiko for underskæring kl. 6
- Reduceret risiko for manglende sammensmeltning
Kortere pulstid:
- Reduceret indtrængning
- Reduceret risiko for underskæring kl. 6
- Øget risiko for manglende sammensmeltning
Længere pausetid:
- Reduceret indtrængning
- Øget risiko for manglende sammensmeltning
Kortere pausetid:
- Øget indtrængning
- Øget risiko for underskæring kl. 6
- Reduceret risiko for manglende sammensmeltning
Højere spænding:
- Mindre ruhed på svejsningen
- Reduceret risiko for manglende sammensmeltning
Lavere spænding:
- Øget ruhed på svejsningen
Øget trådfremføringshastighed:
- Øget ruhed på rodsiden
- Højere smeltehastighed
- Reduceret risiko for underskæring kl. 6
- Øget risiko for manglende sammensmeltning
Reduceret trådfremføringshastighed:
- Lavere smeltehastighed
- Øget risiko for underskæring kl. 6
- Reduceret risiko for manglende sammensmeltning
Højere svejsehastighed:
- Reduceret indtrængning
- Reduceret ruhed på rodsiden
- Reduceret risiko for underskæring kl. 6
- Øget risiko for manglende sammensmeltning
Lavere svejsehastighed:
- Øget indtrængning
- Øget risiko for underskæring kl. 6
Næste skridt: Find den rette TIG-svejser
Nu hvor du har fået overblik over, hvordan TIG-svejsning fungerer, og hvilke dele, indstillinger og svejseparametre der er vigtige, kan du udforske vores udvalg og finde en TIG-svejser eller tilbehør, der passer til dit arbejde, dit materiale og dit behov.